Dual-Extrusion Alignment Tester

Description
PDFHow it works:
Measure the approximate distance between your nozzles, and set that as the tool offset in your printer configuration file. Then you print 3 files (each is ~7g of plastic) that allow you progressively dial-in your tool offset values until they are perfect.
Bottom.STL file should be printed with your primary extruder. 0.45mm Steps.STL, 0.15mm Steps.STL, and 0.05mm Steps.STL should all be printed using your secondary extruder.
In theory (if your tool offset is perfect), the middle block on each leg (the one with the letter on it) should line up perfectly to the Bottom piece. Since you haven't calibrated your tool offset yet, this won't be the case.
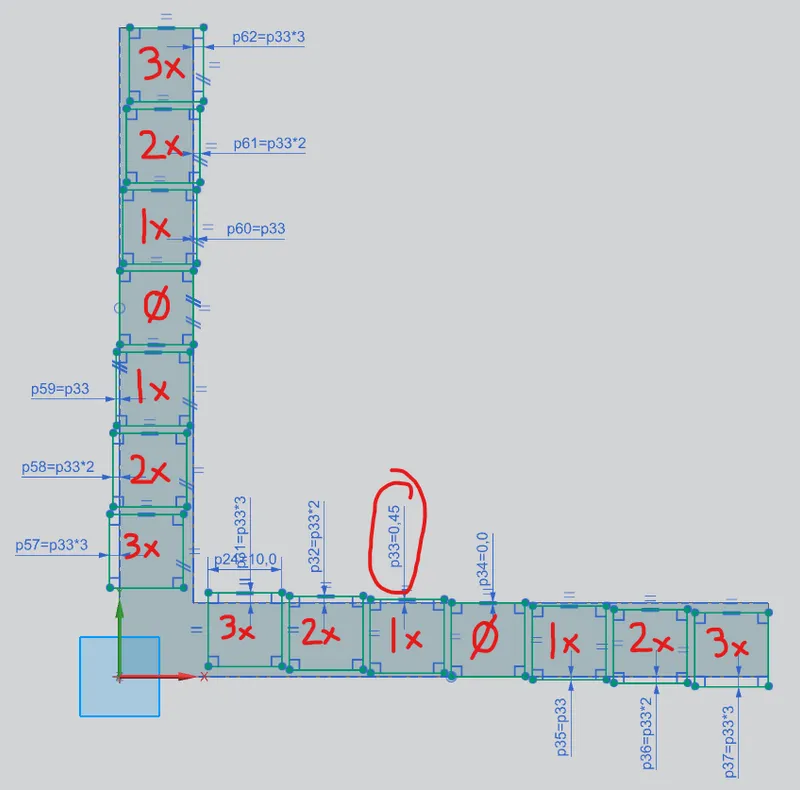
Each block along the legs is offset by the amount listed in the file name from the block next to it. If one of these other blocks lines up to the bottom piece better than the middle one, then you can edit your tool offset by a known amount. By repeating this process with smaller and smaller offsets, you can dial in to the perfect value very easily.
-----------------------------------------------------------------------------
Instructions:
Step 1:
Measure the distance between the two nozzles with a ruler or calipers.
Set this offset value in your printer's configuration.
Note: Your measurement doesn't have to be perfect. Ideally, your measurement will be within 1.35mm of the correct value. If the initial measurement is off by more than that, you'll need to repeat Step 3 an extra time, but otherwise this process will still work.
Step 2:
Add the Bottom and 0.45mm Steps files to your slicer.
Ensure the leg that has the X on it, points along your Y-axis, and the leg with the Y runs along the X-axis (it should import this way automatically).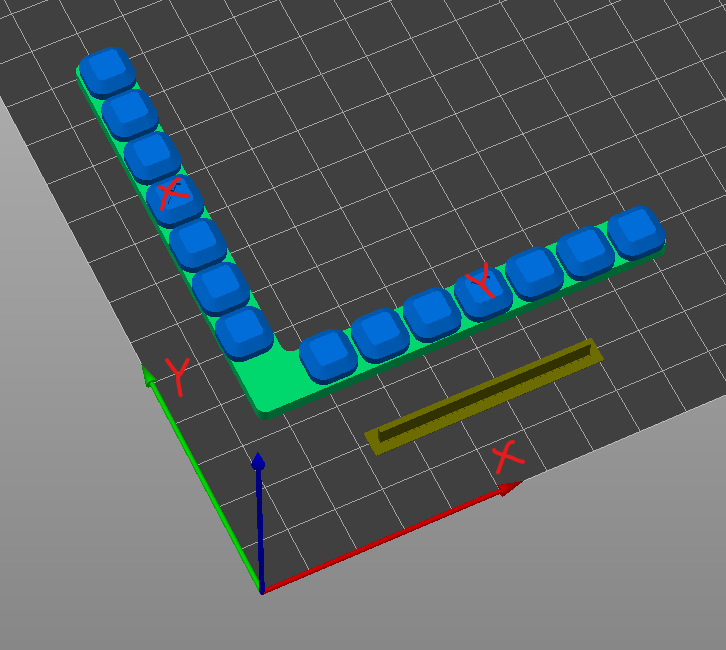
Assign Bottom to use your primary extruder, and the Steps file to use your secondary. Slice it and print it.
Each block away from the middle represents 0.45mm of tool offset (positive or negative) in that axis.
Step 3:
Once the print is complete, feel which block lines up best between the top and bottom.
If it's one or two of the 3 middle blocks on each arm (the marked one, or the one either side of it), don't edit your tool offset and proceed to Step 4.
If it's one of the other blocks, edit your tool offset by that amount (0.45mm times the number of blocks away from the middle), and proceed to Step 4.
If you're flip-flopping between two options, just pick one and move on - if they're both close, they'll both work.
If all the blocks are offset towards the same side, edit your tool offset by 1.5mm in the correct direction and reprint this file, repeat this step.
Step 4:
Repeat Step 2 and Step 3 using the same Bottom file, but using the “0.15mm Steps.STL” for the top part.
Print it, and see which one feels best.
Edit your tool offset just like Step 3 again, but this time it's 0.15mm times the number of blocks away from the middle. Again if it's one of the 3 middle blocks, you don't have to edit your tool offset before moving onto Step 5.
Step 5:
Repeat Step 2 and Step 3 using the same Bottom file, but using the “0.05mm Steps.STL” for the top part.
Print it, and see which one feels best.
If its the middle block, you're done.
If it's any block other than the middle, edit your tool offset by that amount (0.05mm times the number of blocks away from the middle), and you're done. If you think two blocks feel about the same, take the average of those two offsets, and edit your printer configuration by that amount.
Tags
Model origin
The author marked this model as their own original creation.







