Improved Flow Rate Calibration
Description
PDFCustom-designed flow rate test print.
Instead of doing a monotonic top layer infill, you could do a concentric one. If it fills it from outside to inside, then any surplus gets squished towards the inside, and it's really obvious if you're overextruding or not.
Print this with concentric top layer infill,
set the flow rate for each individual object according to their numbers, [Note: this setting is not available in Bambu Studio. I recommend using OrcaSlicer instead to access all the hidden options]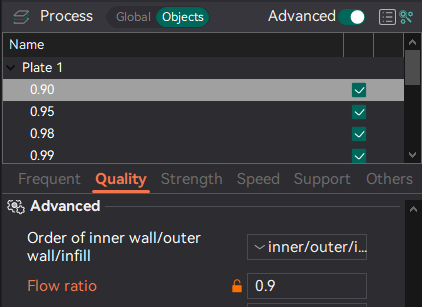
and verify that all the top layers are getting filled in from outside to inside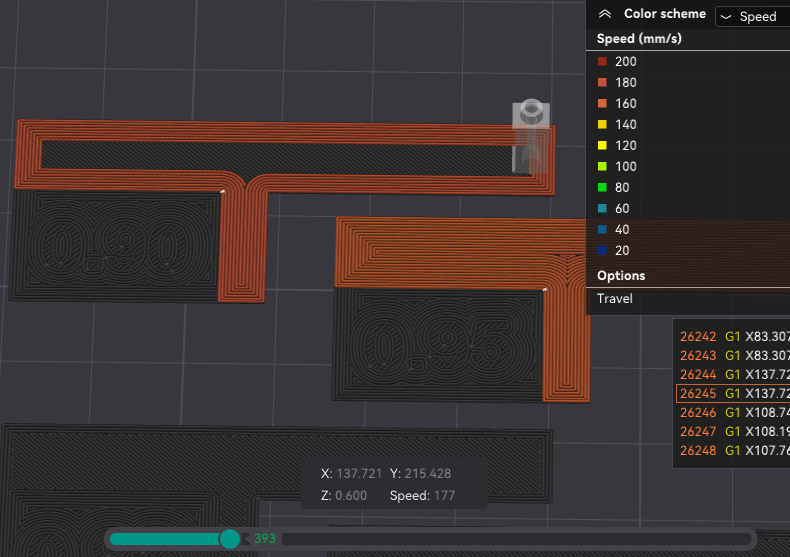
If everything goes well, check the prints for the biggest number that doesn't have a ridge in the middle.
This is overextruded: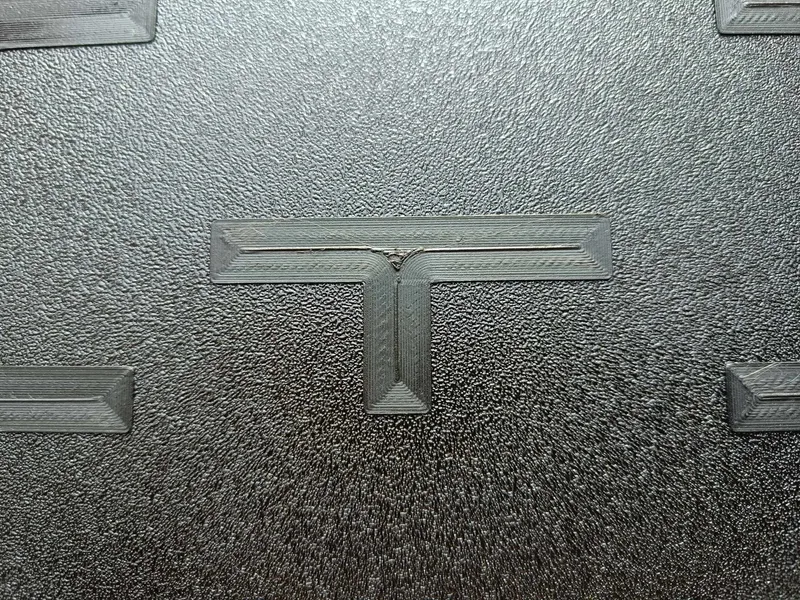
This is correct: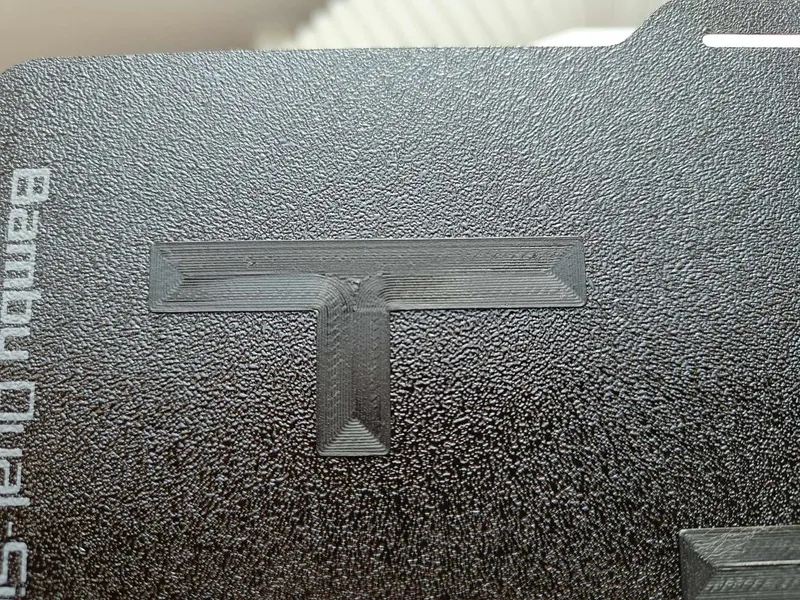
There should be a clear range from overextruded to underextruded.
Pick the biggest number that's not overextruded, and multiply your filament flow ratio by that to get the correct extrusion.
For example, my current setting below is 0.98.
If the best test print was 0.99, then I'd multiply the original 0.98 by 0.99 and get 0.9702, this would be the new filament flow ratio.
Save the filament after changing.
Notes:
The main issue with this test is that there's no good way to consistently force the slicer to fill the objects from outside to inside, instead of inside to outside. I've got this shape now and it seems to work for OrcaSlicer, but it depends on the top layer shape and some slicer settings I haven't identified.
I found that some of my flow rates were too high, especially the 3dJake ecoPLAs, I'm printing those at around 0.9 now  not sure what's up with that. Polyterra seems pretty solid at 1. But especially if you use concentric top layer (nice for round things) then this is a great calibration help.
not sure what's up with that. Polyterra seems pretty solid at 1. But especially if you use concentric top layer (nice for round things) then this is a great calibration help.
I'm using rectangles instead of circles on purpose. With a circle, the filament might shrink after extrusion, which would look the same as overextrusion without actually overextruding. Rectangles don't have that problem as much.
Tags
Model origin
The author marked this model as their own original creation.







