Clear Prusament PETG - glass profile





This is a 3mf file with settings to print glass-like transparent prints with Prusament PETG.
51
551
9
4056
updated January 13, 2023
Description
PDFI started playing with the settings to print the Prusament PETG as clearly as possible.
I used some basic settings from the guide made by Rygar1432 so I am posting this as a remix.
The main formula is to print slow, hot, and a bit over-extruded.
Not all models will be suitable for this kind of printing. Generally, you will get very nice results with models that have big top or bottom surfaces. Overhangs or bridges will not be printed nicely and perimeters will always be a bit cloudy!
For the best results, place the longest side on X-axis in the slicer.
Compared to the original guide, the main differences are:
- Lower temperatures as it was burning the PETG and it was turning yellow
- Finetuned extrusion width and extrusion multiplier
- The number of perimeters is set to 1 to make it more transparent from the sides.
- Added draft shield as it maintains higher air temp around the model, helping with transparency of higher parts
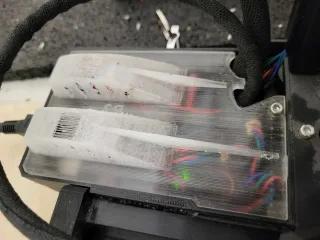
Just testing - extruder body
Video of a small part of Mini+ with moving gear behind:
Tags
Model origin
The author remixed this model.






